|
| Information | |||
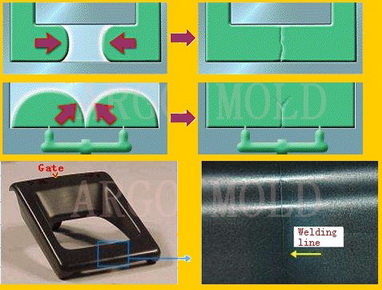
How to improve the welding line marksMost of the melting/welding line marks can be predicted by the mold flow analysis software, it is the efficency way to solve the problem before mold making. The following experience is the normall way that I use to solve the problem, it works well, hope it can do some help for you.
1: If can, one point gate from top side is encouraged. 2: Change the gate position, increase the runner size, or use a bigger side gate. 3: Add venting in the melting line area. 4: Add A side mold temperature, ABS could be 80-90 celsius degree, PC could be 120 celsius degree. 5: If can, make a big insert in cavity side, just along the "R" edge. 6: Use exhaust steel in core side, under the melting line area. Or add insert, eject pin could be modest options. 7: Use high flowability plastic. 8: Add cold slug well near the melting line. 9: Add heating tube in cavity side, 10mm upon the melting line. 10: Add an independent cooling canal 10mm nearby, run high temperature oil during the plastic injection molding. By: ARGO TEAM Plastic mold maker, Plastic injection molding supplier - Argo Mold Limited www.argomold.com |
|||
|